BOB RYDER . August 29, 2022 . All Feature Vehicles
Share Link
Save ArticleLogin to save it
Built for the Big Show—how the CGS Performance 2015 Mustang was made
Since 1999, General Motors, Ford and Chrysler have displayed their latest vehicles at the Specialty Equipment Market Association (SEMA) trade show in Las Vegas. Along with displaying their latest factory models, they also invite the leading custom builders to showcase their talents. These builders produce incredible custom one-off machines.
This year, the Ford Motor Company introduced its all-new sixth-generation 2015 Mustang S550. This vehicle featured an entirely new platform and updated body styling. Ford delivered only six Mustangs to a select set of custom builders. One of the leading builders was CGS Performance from Chino Hills, California. Over the years, Ron and Casey Scranton, a father and son team, have won numerous prestigious manufacturer awards from Ford at SEMA. 2014 marked CGS’ 28th SEMA build with Ford.
Ford delivered the 2015 Mustang to CGS Performance on September 23, 2014. With only six weeks to complete the build, CGS was able to finish the project in five weeks, with one week to spare before the car had to be delivered to the Las Vegas Convention Center. The Mustang was driven into the Central Hall where it was displayed in the Ford mezzanine display area on Sunday, November 2.
We were invited to set up camp and witness firsthand the CGS 2015 Ford Mustang SEMA transformation. After capturing more than 2000 images of the build, we had a deep pool from which to select the best images. We wanted to highlight the Mustang’s journey for you. Here are just a few of those images for you to enjoy. Follow along as Casey and Ron Scranton, Robert Henry, Brett Oakes, Andy Meeh, and David and Greg Engle work their magic to build this SEMA Ford Award Winning 2015 Mustang project.
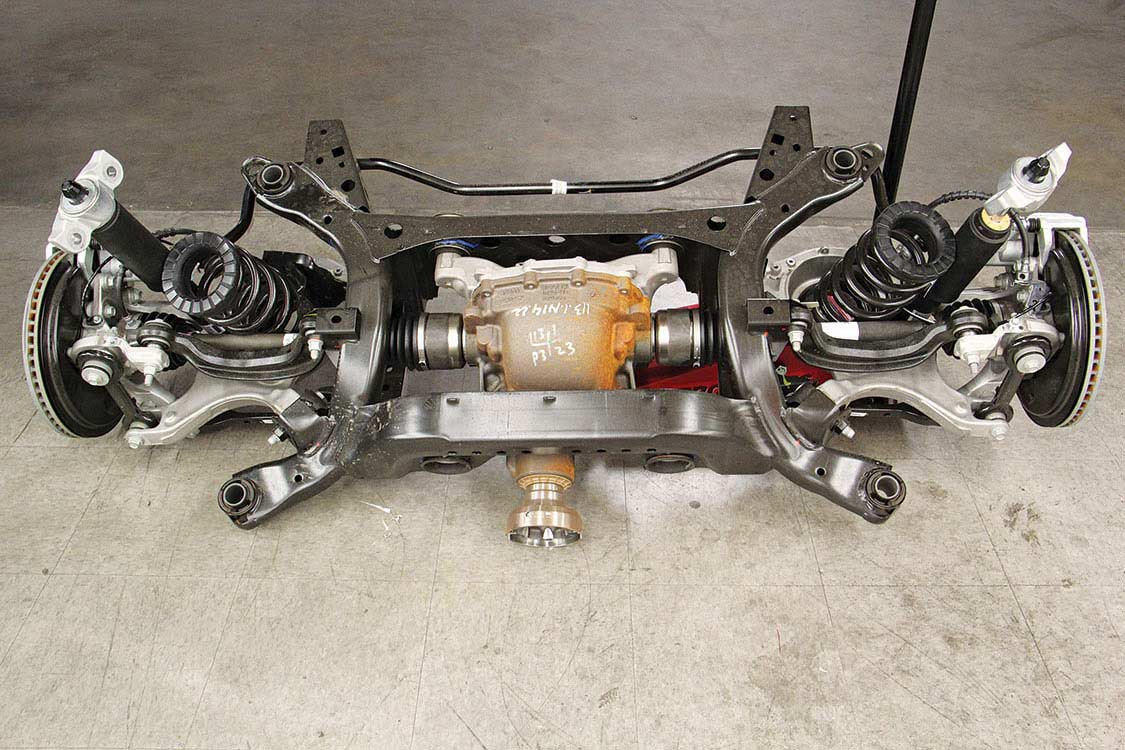
After the 2015 Mustang GT was delivered and the transportation papers signed, within minutes it was raised on jackstands and the wheels, hood, front grille, headlights and bumper cover assembly were all removed.The factory Ford 5.0L V-8 Coyote engine was factory-rated at 435 bhp. That is about to be increased a whole lot.The cockpit received a racier look and feel with a 6-speed short shifter and a remote push-button start, as well as a sport steering wheel with multiple controls.The team chose a pair of Recaro high-bolster racing bucket seats, with forward-back sliding rack, up-down action and tilt seatbacks featuring shoulder harness ports.The second step was gutting the interior by removing the front buckets and rear seat, center console, rear/door panels, carpet and headliner.The all-new 2015 Mustang independent rear suspension (IRS) was unbolted and removed to make room for the Chris Alston Chassis Works back-half, subframe with 4-bar, cantilevered torsion bar suspension and VariShock coilover reservoir shocks.Reel Driveline Service in Pomona, California, measured and fabricated a new driveshaft (top) to link the Ford 6-speed manual transmission to the Strange third member.The factory fuel tank was removed to make room for the Engle Bros. aluminum fuel tank.Before Casey flipped the switch on the Lincoln Tomahawk plasma-cutter, the inner trunk and interior were reinforced with welded-in square tubing. This would allow the unibody sheet metal to be removed and prevent the body and structure from flexing or moving afterward. The Lincoln plasma-cutter made cutting through the unibody panels a breeze.Because the Mustang was a unibody design, the triple-layered sheet metal with its multiple compound bends and radiuses gave the Mustang strength and rigidity. As we can see, the entire trunk floor and inner wheel wells were removed all the way to the crossmember bulkhead underneath the back seat.The Chris Alston Chassis Works weld-in, 4 x 2 rectangular tubing 4-link back-half, frame clip later would be fitted with Chris Alston Chassis Works rear suspension components.A Chris Alston Chassis Works FAB9 rear-end housing was gusseted for added strength to eliminate any axle tube flexing. Strange third member with 4.11 gears and a posi-unit was ready to bolt up to the Fab9 rear-end housing. A pair of Strange 35-spline axles was slid into the Fab9 rear-end housing to engage into the Strange third member gearset.
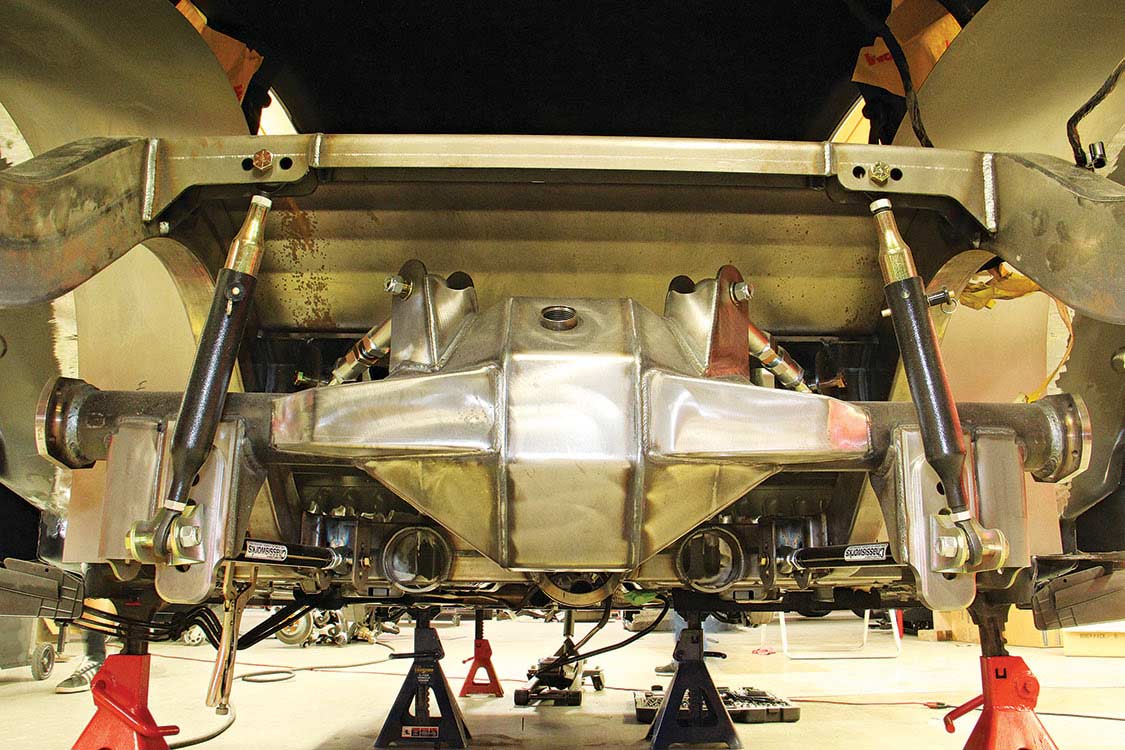
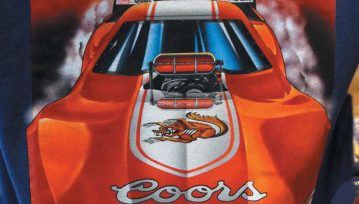
The Chris Alston Chassis Works FAB9 rear axle housing and canted 4-bar rear suspension was assembled to the Chris Alston Chassis Works back-half frame clip.Casey and Robert Henry rolled the assembled Chris Alston Chassis Works back-half clip and suspension under the Mustang for preliminary fitment.After aligning/squaring the back-half frame clip with the suspension assembly, it was then removed and cut to fit.The back-half clip was then welded to the rear unibody bulkhead crossmember underneath the rear seat.David and Greg Engle fabricated the massive inner wheel-well tubs and rear back-half frame clip and trunk floor sheet metal.Time to paint. After removing grille, headlights/running lights, front and rear bumpers, door handles, gas tank filler door, hood vents, and other small body components, the Mustang was rolled into the CGS paint booth. The factory black exterior was scuffed using 3M pads and made ready for masking and sealer.Well-known custom painter Andy Meeh from Vista, California, began his color transformation by applying AXALTA Sealer Gray Value Shade 4.The body and door jams were then given color by spraying four coats of AXALTA CGS Red.After spraying AXALTA Super Silver where pinstriping would be laid out, Andy and Casey eyeballed the straight and curved tapelines.The hood center and scalloped areas were then painted with AXALTA Super Jet Black. Then the masking tape was removed.After wiping down the entire body, Andy began to apply the five coats of AXALTA Clear to achieve depth and glistening shine. The Mustang was left in the spray booth overnight to let the clear coats cure.Casey wet-sanded every square inch of the freshly painted sheet metal using 3M products.
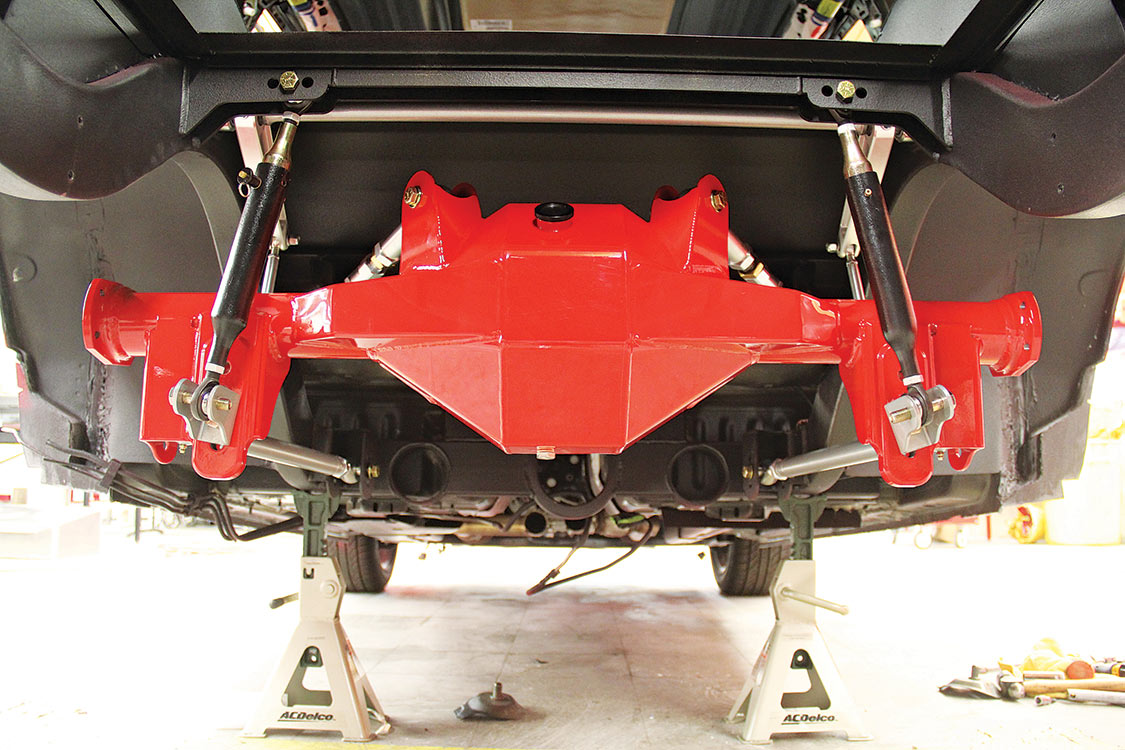
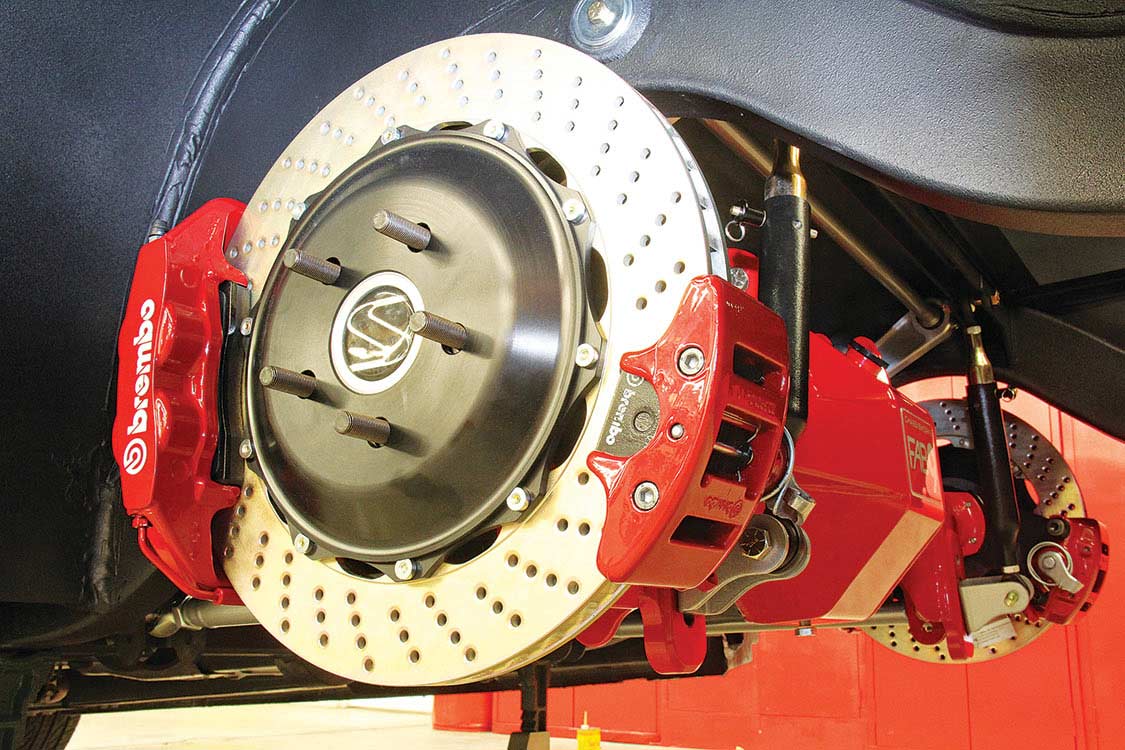
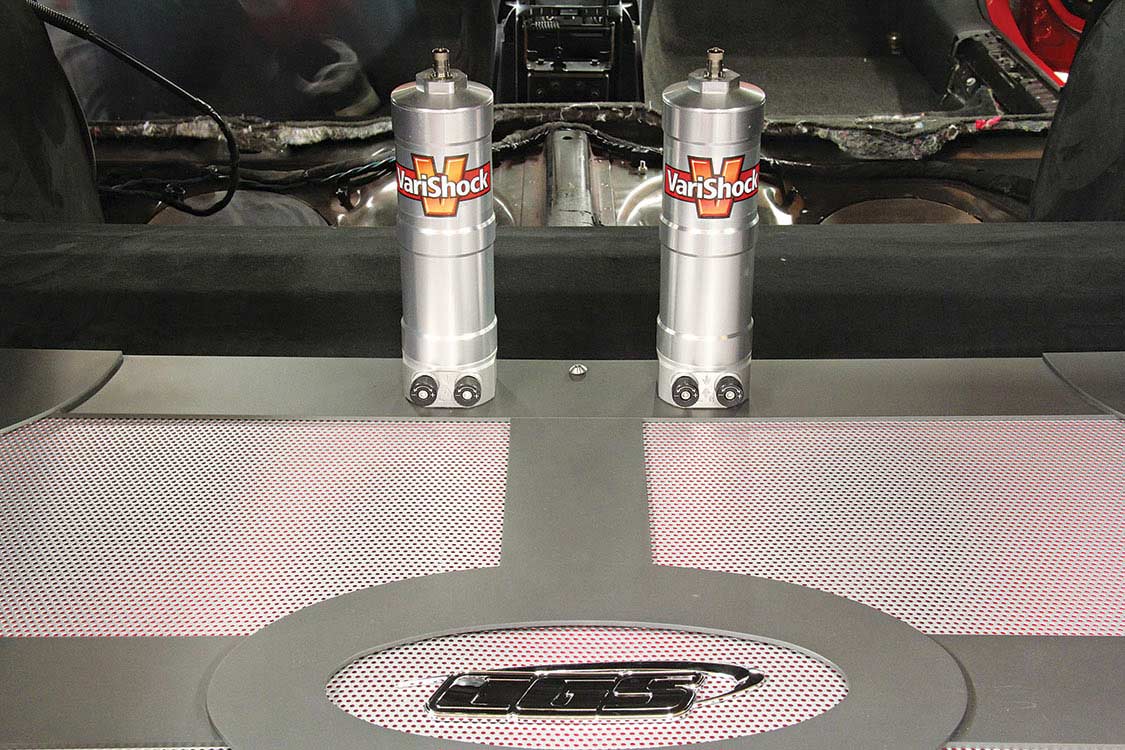
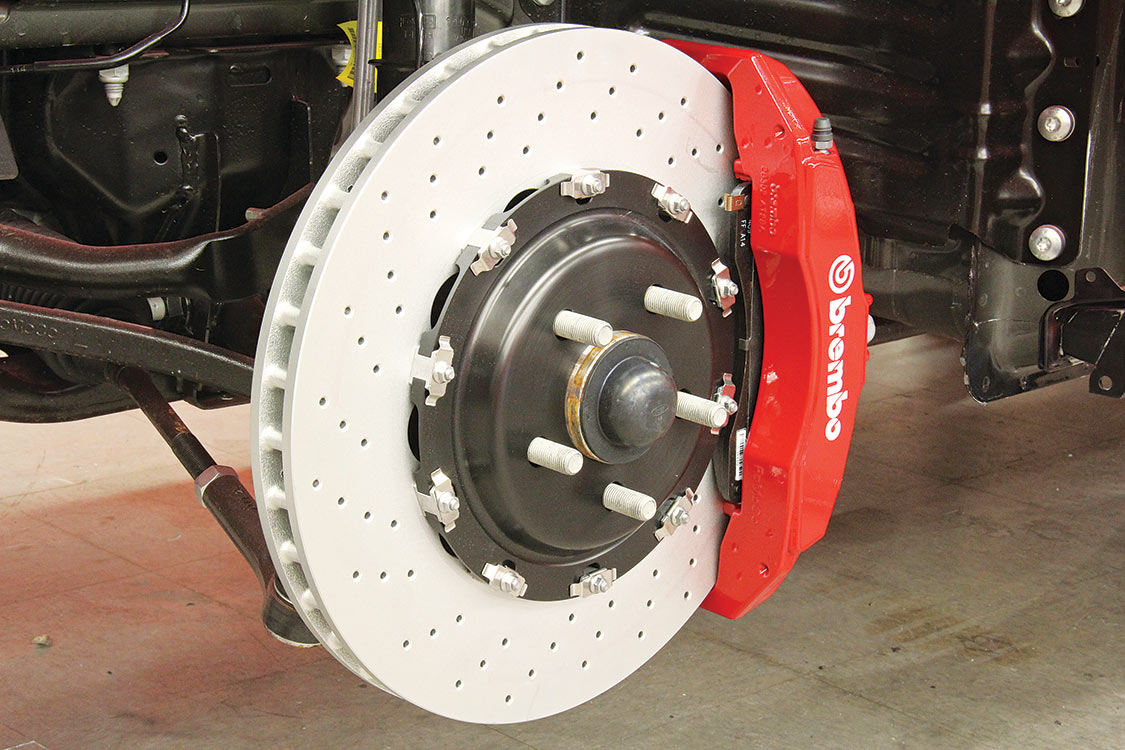
A 3M electric variable speed rotary polisher with foam polishing pad was used along with 3M Protect-It machine polishing compound to achieve a high-quality shine.The Chris Alston Chassis Works Fab9 rear-end housing and 4-bar suspension were retrieved from Inland Powder Coating in Ontario, California, and reassembled. A pair of Speedway Motors adjustable mockup shocks were used to locate the Fab9 rear-end housing.After bolting up the Strange third member fitted with 4.11 gears and posi-unit, a pair of Strange 35-spline axles were inserted into the Fab9 rear-end housing. A pair of Brembo 15-in., cross-drilled, ball-milled, vented rotors were slid over the axle studs. Brembo caliper mounting brackets were then bolted in the factory location to anchor the Brembo 4-piston Monoblock billet aluminum calipers. A pair of smaller Brembo hand lever parking brake calipers were also assembled and mounted.A pair of Chris Alston Chassis Works VariShock Q4R 4-Way adjustable remote shocks were fitted with Chris Alston Chassis Works adjustable coil springs, spring seats and adjusting collars. The adjustable coilover shock allows for easy ride height adjustment.A 20-gal. baffled gas tank was designed, fabricated and welded by David and Greg Engle. The Ford factory dual-electric pumps were removed from the Mustang’s factory gas tank and utilized with the new tank.A custom-perforated aluminum gas tank cover was designed and fabricated by the Engle Bros. to add a stylish appearance to the trunk floor. The Chris Alston Chassis Works VariShock QuickSet 4 remote-reservoir shocks were installed to help control rebound, extension, and independent high-low piston speed during shock travel. With the gas tank cover installed, it became a base for mounting the VariShock remote-reservoirs in their vertical positions.
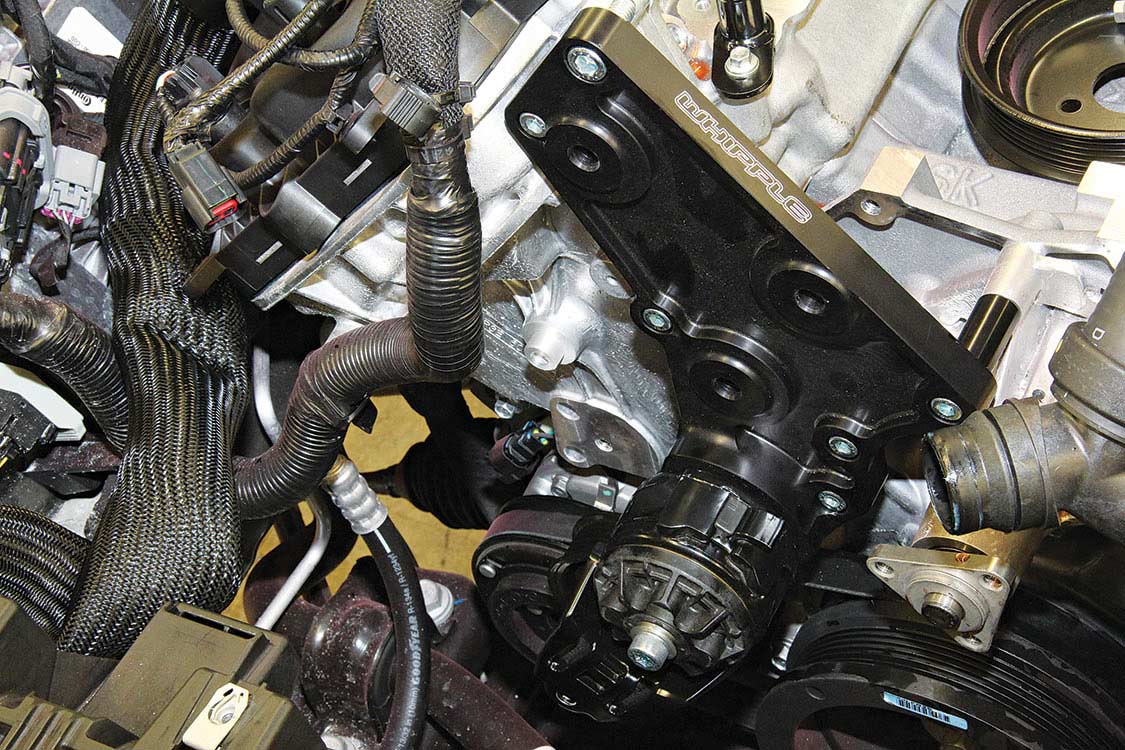
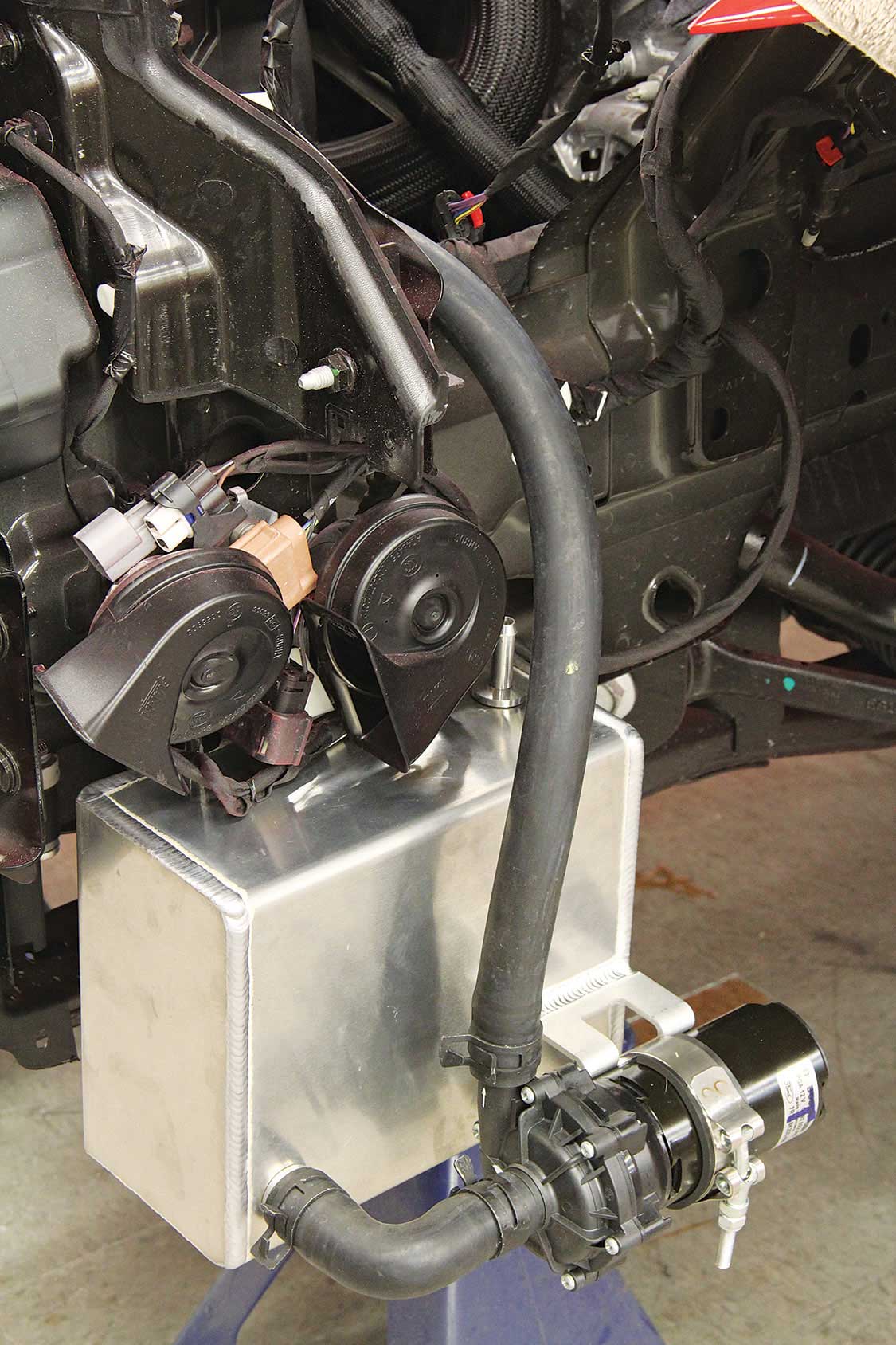
To acquire the correct lowered ride-height of the front end, a pair of Eibach (35145.001) 1.5-in. lowering springs were installed over the factory Mustang struts.Dynamic front braking was handled by installing a pair of Brembo 15-in., cross-drilled, vented hats/rotors with billet aluminum 6-piston calipers that used the factory mounting location.To make room for the Whipple Supercharger, Casey removed the Coyote’s factory air/throttle body intake manifold system.The Whipple 1-piece CNC billet aluminum pulley bracket was mounted to the engine block.Casey carefully installed the front-feed 2.9L Whipple Supercharger between the Coyote heads and secured it using supplied bolts.The integrated “Crusher” 170-mm oval inlet throttle-body was bolted to the supercharger housing.The Whipple carbon-fiber air intake tube and rubber boot were inserted and secured to the Whipple oval inlet throttle body. To draw cooler air, the Whipple air intake filter box was fitted with the Whipple MAP airflow intake tube, which allowed for the factory MAP sensor to be located and secured. Whipple also provided the S&B conical, pleaded, cotton gauze, mesh air filter.The Whipple aluminum heat exchanger was mounted in front of the factory radiator.An oversized aluminum intercooler reservoir tank (1.2 gal.) was mounted under the driver’s side headlight and behind the driver’s side front bumper.Before starting the engine, Whipple Supercharger Oil was poured into the supercharger oil reservoir with glass oil-level sight-gauge.Whipple engineers have developed a unique PCM calibration that configures all the necessary engine functions including fuel, spark, knock detection, torque management, transmission control and electronic throttle control. Just plug the unit into the OBD II port under the dash on the driver’s side and download the OEM engine code. The information is then recalibrated for the Whipple computer and loaded into the system. The result is a neck-snapping 740 bhp.
To add support and style when lifting the hood, a pair of California Pony Car billet aluminum CNC-machined mounting brackets and struts were installed.With safety in mind, a Chris Alston Chassis Works bolt-in roll bar hoop with rear down bars and diagonal door bars were installed.The Mustang interior was transformed into a racy cockpit. Pecca leather covered the door panels with black leather and red leather inserts. The factory Recaro high-back bucket seats were covered in matching black leather red inserts and inner bolsters. To make sure driver and passenger backsides stay in their assigned seats, a pair of Crow Enterprizes 3-in. 5-point shoulder harnesses, lap and sub belts, with cam-lock quick release were installed.
The CGS Mustang was fitted with a set of Pirelli P Zero 255/30ZR-22XL front and Pirelli P Zero 405/25-24 rear tires were installed. With all that power, this car needs those meats to provide grip for the road.A set of custom one-off Kompression forged 3-piece 10-spoke aluminum wheels measuring 22 x 8.5 were mounted up front. Then a pair of Kompression one-off forged 3-piece 10-spoke 24 x 16 deep-dish aluminum wheels were bolted on in the rear. Each of the highly micro-polished wheels received a Cerakote protective clear-coat finish that was sprayed on by Casey.The massive rear wheel/tire combos were tucked tightly into the wheel tubs and secured. They definitely make a statement. With a slight forward rake, the front wheels and tires filled the wheel wells just right. Then a set of Extreme Dimensions carbon-fiber front and side aero-splitters added to the racy attitude of the CGS Mustang.
The CGS Mustang was bigger than life on the sides of the CGS Performance hauler as it pulled into Las Vegas to make its debut at the SEMA Show.Throughout SEMA, the CGS 2015 Mustang drew huge crowds under the lights in the Ford mezzanine display. The CGS 2015 Mustang received the prestigious SEMA Ford Design of Excellence Award.The CGS 2015 Mustang concept started with a blank sheet of paper and the rendering 3-D talents of Kris Horton.
We use cookies to enhance your browsing experience, serve personalized ads or content, and analyze our traffic. By clicking "Accept All", you consent to our use of cookies. Visit our Cookie Policy for more info.
 BOB RYDER
.
August 29, 2022
.
All Feature Vehicles
BOB RYDER
.
August 29, 2022
.
All Feature Vehicles



























































 Please wait...
Please wait...
Share Link