 BOB RYDER
.
September 27, 2022
.
All Feature Vehicles
BOB RYDER
.
September 27, 2022
.
All Feature Vehicles

When making a noticeable increase in tire diameter to the drive wheels of the rearend, it’s always best to also change the ring-and-pinion gear set. Increasing or decreasing tire size on your drive wheels will affect the final drive gear ratio and engine rpm.
Garth Wise owns a bitchin’ ‘31 Ford five-window coupe powered by a Buick V-6 with an automatic transmission. He’s been driving it with 29-inch-diameter BF Goodrich radials in the rear. The Ford 8-inch rearend was set up with a 2.80 ring-and-pinion gear set. He decided to make a tire change from the normal 29-inch BFGs in the rear to a pair of cheater slicks to create a more aggressive look. Because he was going from a smaller 29-inch-diameter tire to a larger 31-inch tire, the change would affect the coupe’s acceleration. To maintain a compatible gear ratio, he decided to replace the 2.80 gears with a Motive Gear 3.55 ring-and-pinion gear set. The gear change would allow the Buick V-6 to cruise at 2,400-2,600 rpms on the highway.
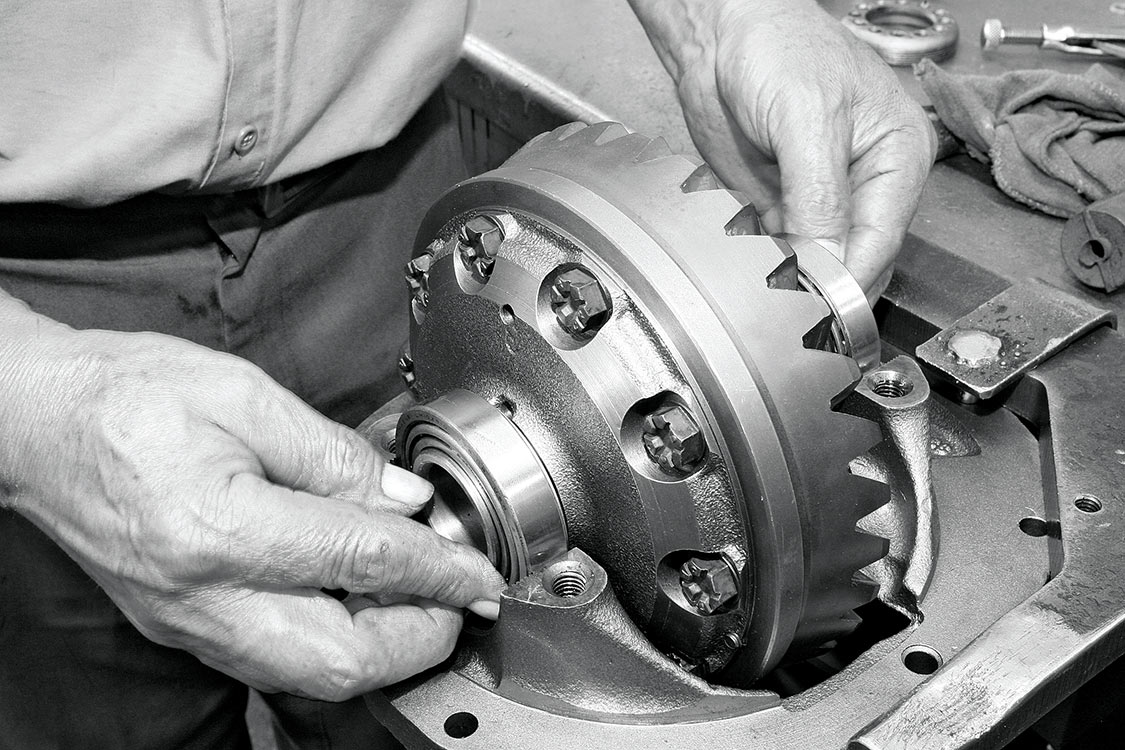
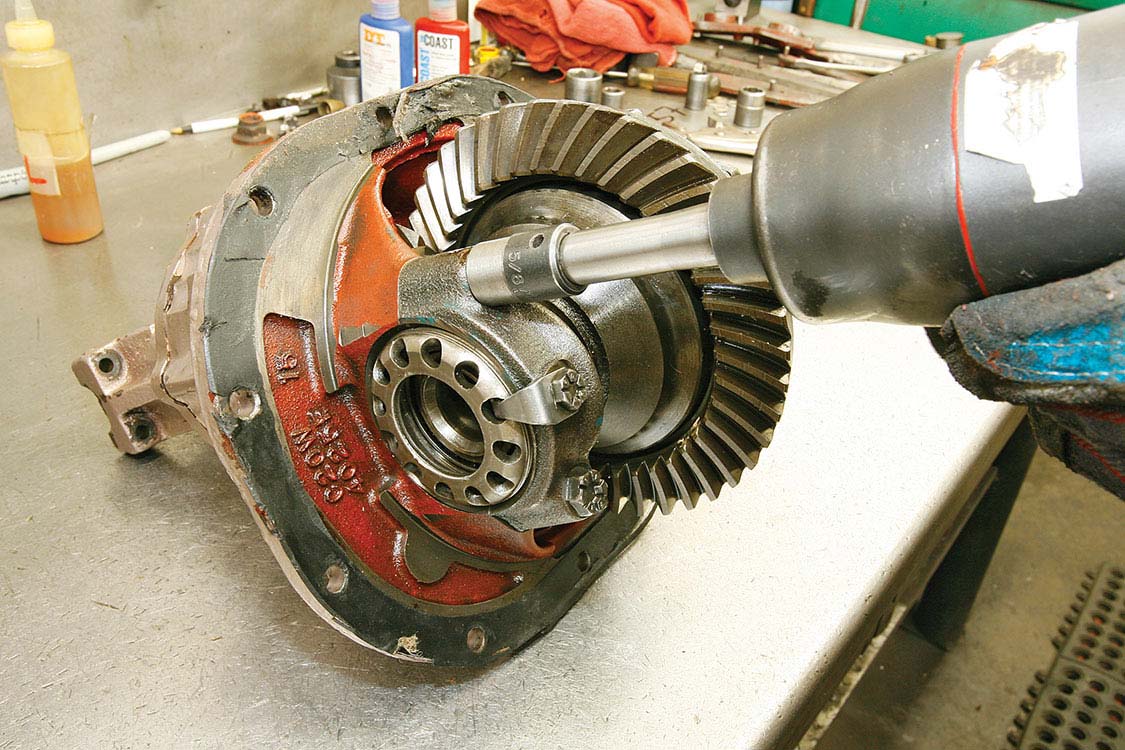
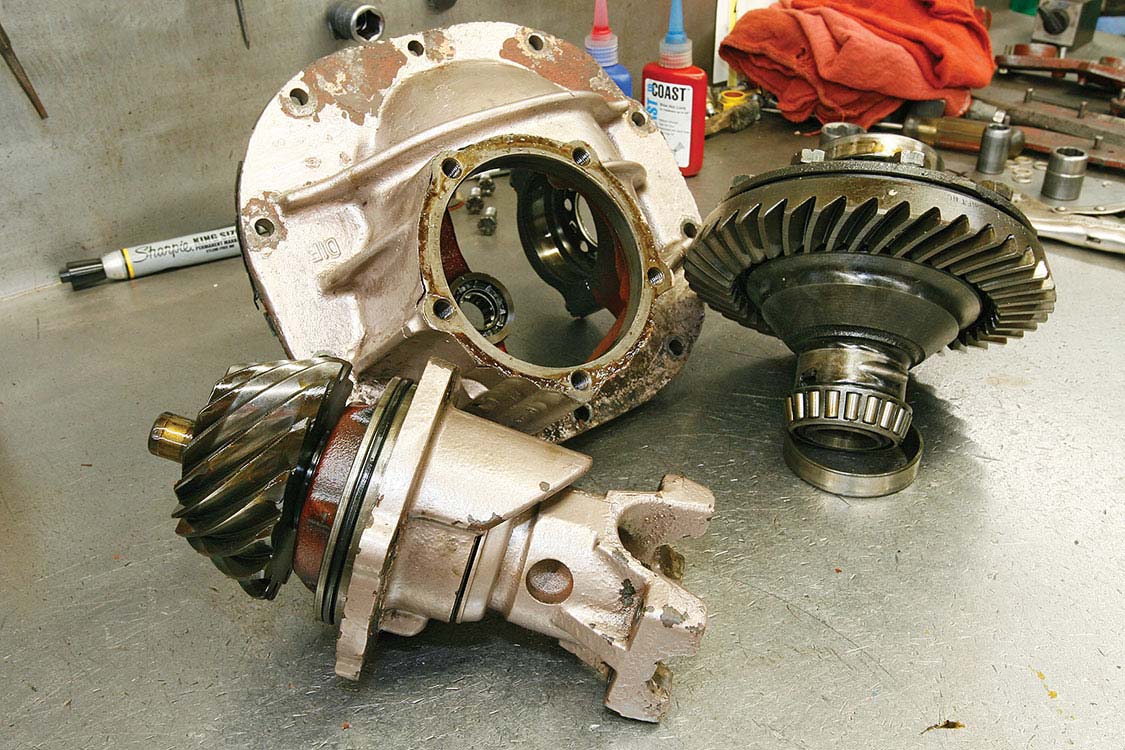
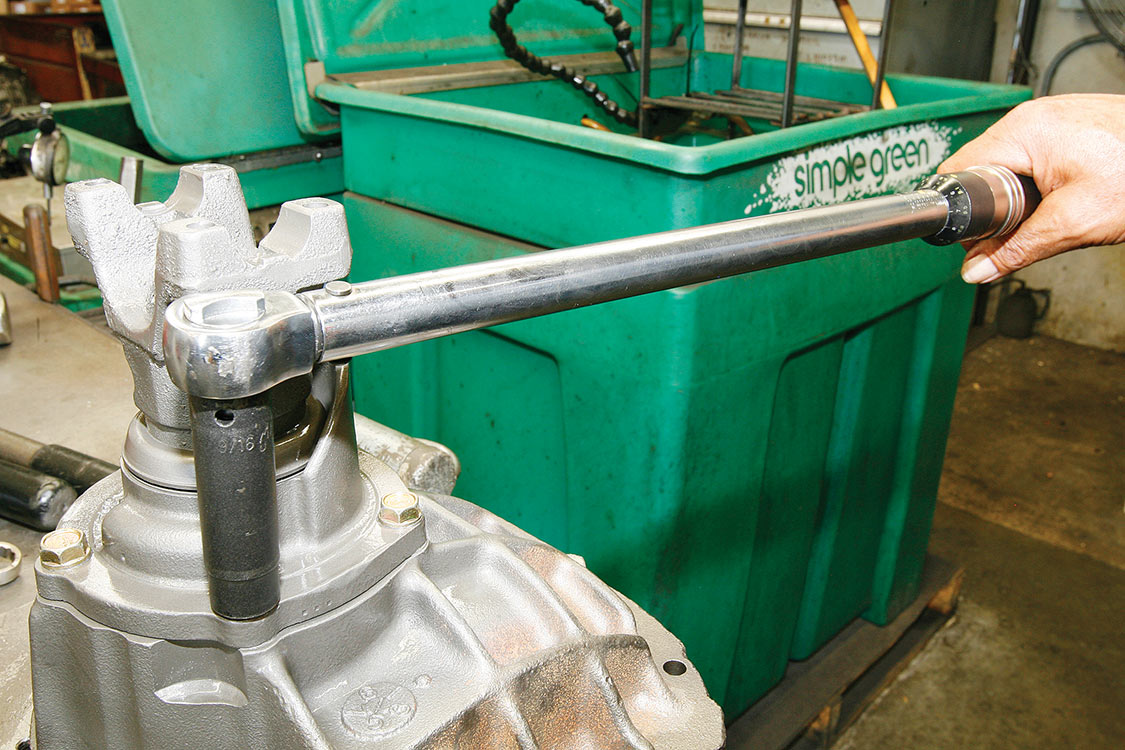
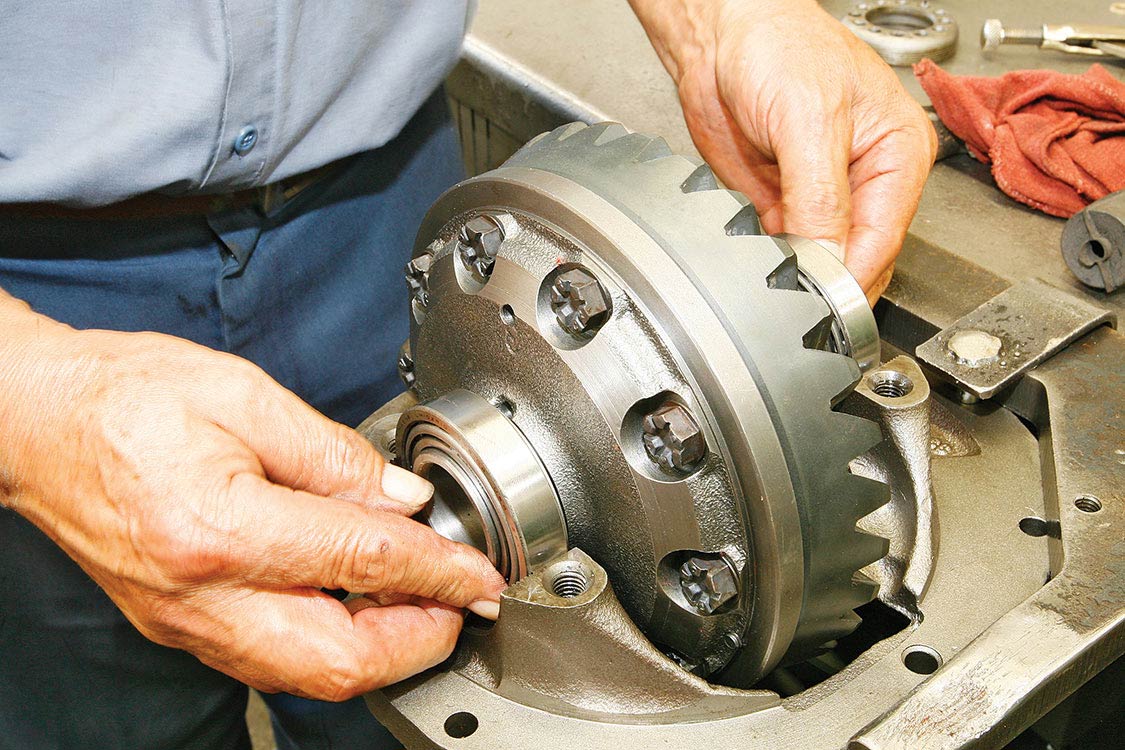
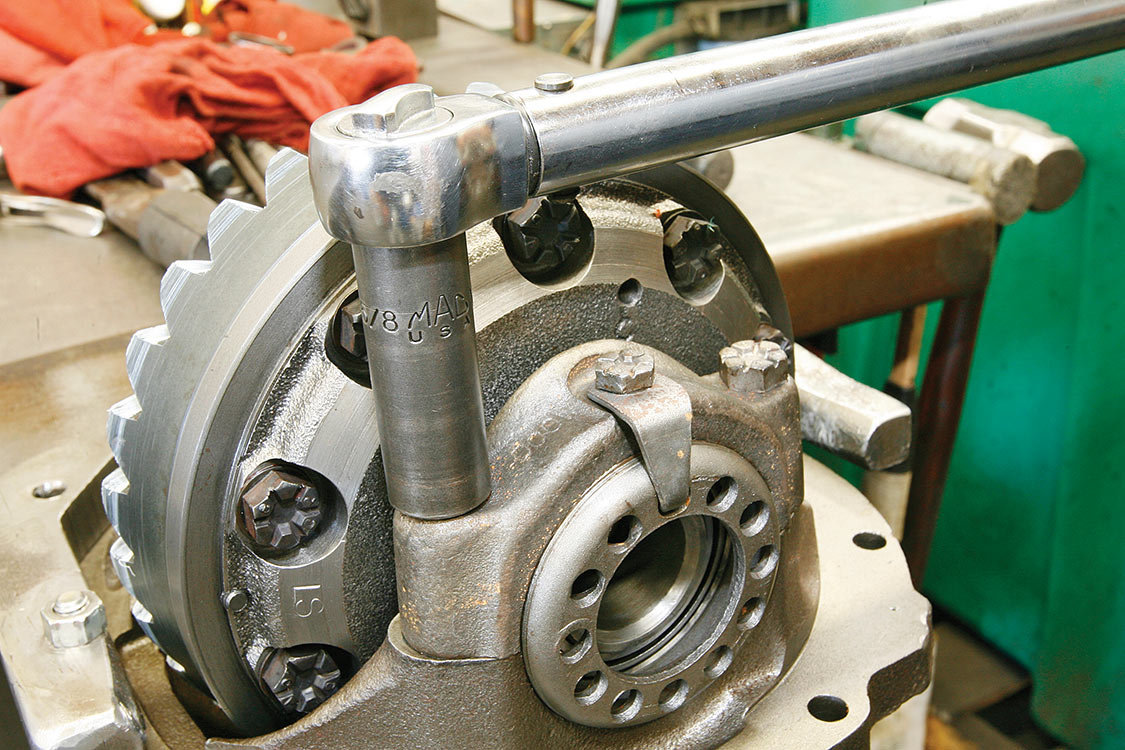
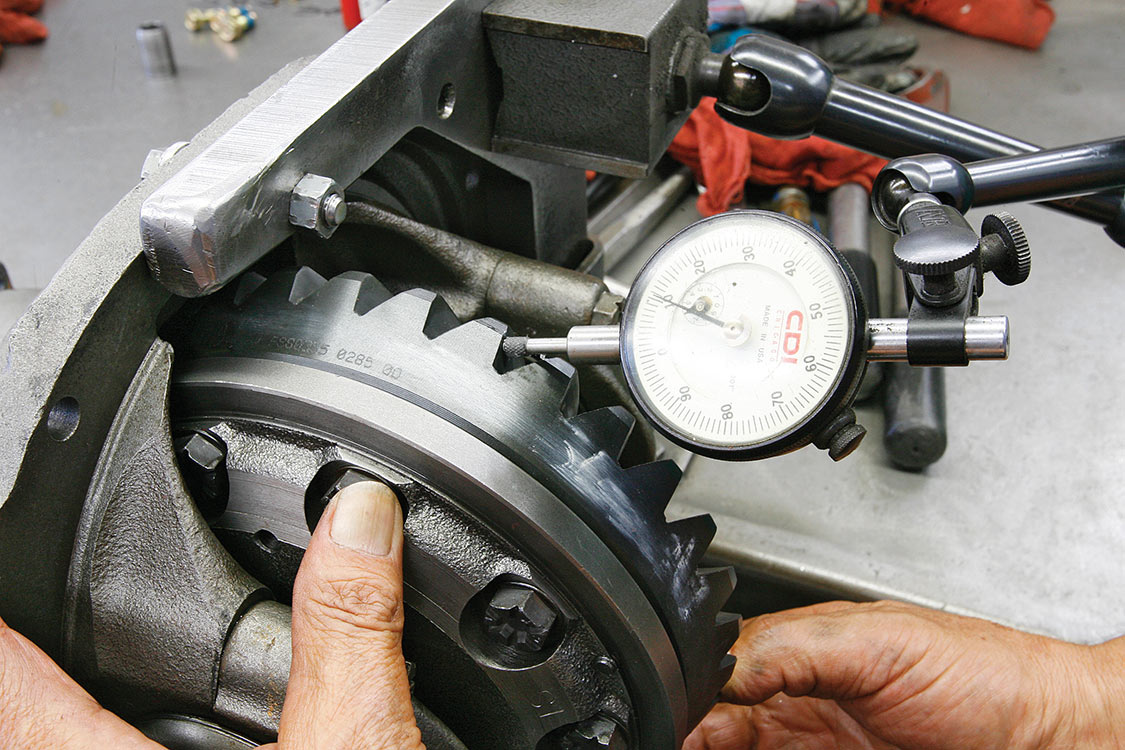
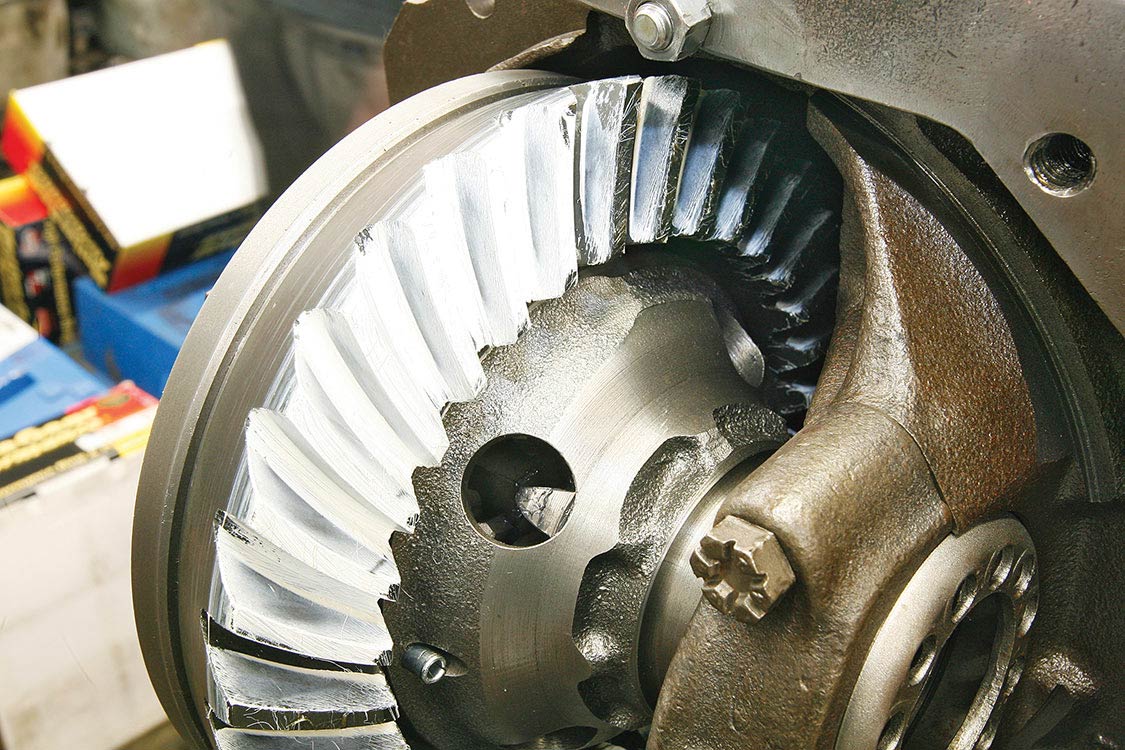
We approached Currie Enterprises in Corona, California, to assist with the appropriate gear change. Follow along as Armando Nila, the Currie installation technician specialist, disassembles the Ford 8-inch third member and installs the Detroit Truetrac carrier, Motive Gears 3.55 ring-and-pinion gear set and a Currie third member setup kit with bearings and seals.









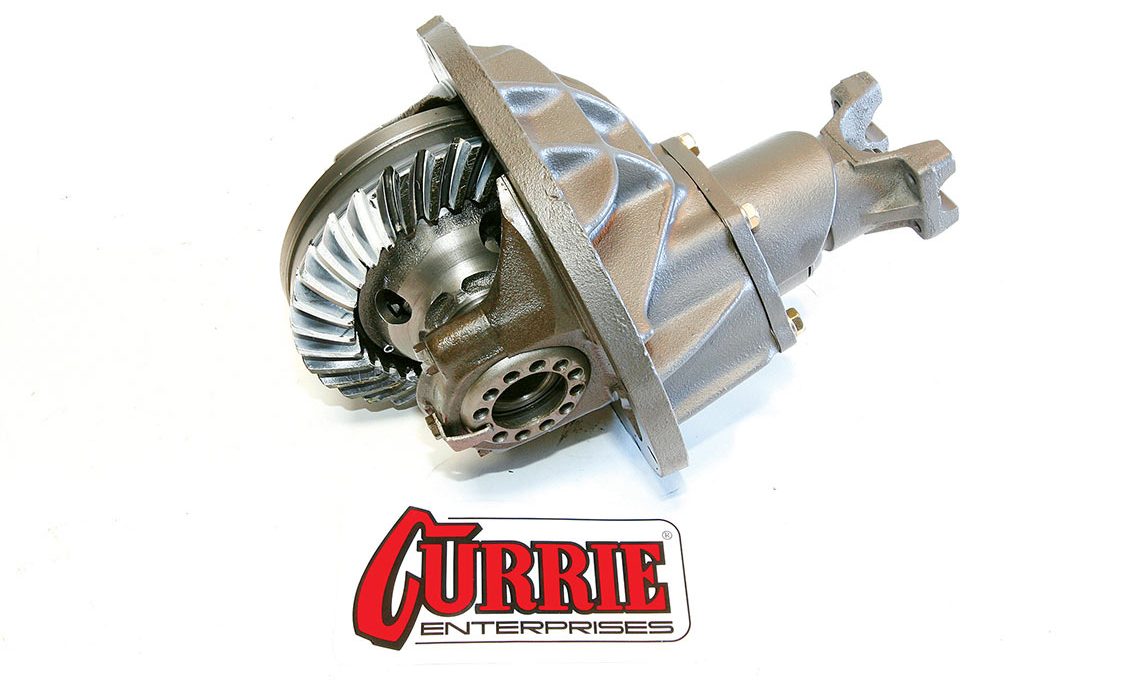
Detroit Truetrac Carrier CE-5018
Motive Gears 3.55 ring-and-pinion gear set CE-4022
Currie Ford 8-inch third member webbed case CE-4026M
Currie Ford 8-inch third member setup kit CE-8022LB
Currie Ford 8-inch pinion support CE-4033M
Currie Enterprises
382 North Smith
Corona, CA 92880
714.528.6957
All Feature Vehicles
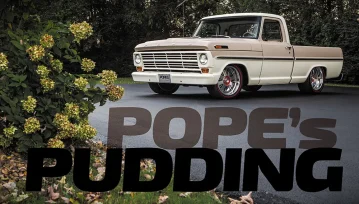
A Winning Recipe When you have the perfect recipe, you often want to keep it to yourself. Sure, you might let your friends taste your… Continue reading
MIKE ALEXANDER . June 12, 2023

All Feature Vehicles
A New Duramax Powered ProMod Hits The Dragstrip Coming off his 2018 Outlaw Diesel Super Series Pro Dragster Championship in his Duramax powered dragster, NGM… Continue reading
Chris Tobin . January 19, 2023
All Feature Vehicles
Friends in Low Places Derek Brown is a custom home builder from Oceanside, California. San Diego natives will know the unrivaled excitement of Goodguys Nationals,… Continue reading
MJ Phillips . April 26, 2023

All Feature Vehicles
Once a year The Sultans Car Club of Long Beach, California have their annual Signal Hill Car Show on the grass at the beautiful Signal… Continue reading
OBS HEADQUARTERS . January 05, 2023

All Feature Vehicles
The 2022 Grand National Roadster show, once known as the Oakland Roadster Show celebrated its 72nd year which is now the longest-running indoor car show… Continue reading
TOM GOMEZ . February 28, 2023

All Feature Vehicles
Most of the cars at Mooneyes open house are not seen at the usual car shows It’s not technically a car show, but an Open… Continue reading
Drive Staff . February 04, 2023



All Diesel Drags
Ozark Raceway Park / Rogersville, MO
Goodguys 39th West Coast Nationals
Alameda County Fairgrounds 4501 Pleasanton Avenue, Pleasanton, CA 94566
Lowered Limits
L’Auberge Casino Resort Lake Charles, LA
Southern Wisconsin All Airborne Chapter Annual Car Show
Petrifying Springs Park 5555 7th Street Kenosha, WI 53144
Goodguys 28th Griot’s Garage Colorado Nationals
The Ranch Events Complex 5280 Arena Circle, Loveland, CO 80538
We use cookies to enhance your browsing experience, serve personalized ads or content, and analyze our traffic. By clicking "Accept All", you consent to our use of cookies. Visit our Cookie Policy for more info.


 Please wait...
Please wait...
Share Link